Medical Injection Mold, 8 Cavity S136 Steel HRC48-52 Submarine Gate for Cross Valve & Connector, Medical Device Molding
Precision 8-Cavity Medical Injection Mold with S136 Steel (HRC48-52) for Cross Valve & Connector Manufacturing
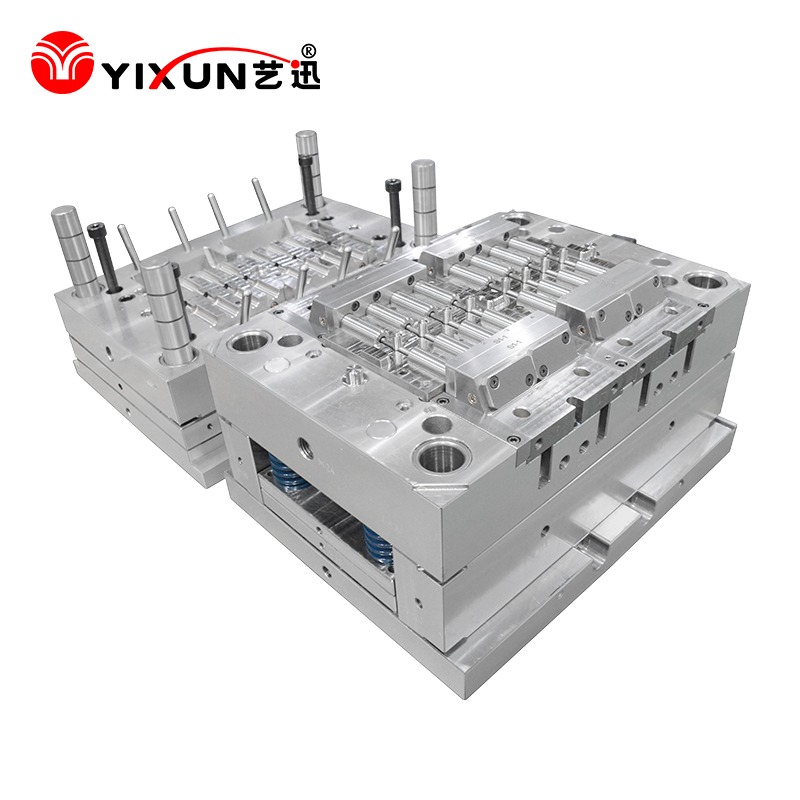
Our high-performance 1×8 cavity injection mold features submarine gate design and large runner system, specifically engineered for medical-grade plastic components. Built with custom S136 tool steel hardened to HRC48-52, this mold delivers exceptional durability and precision for critical medical device applications.
- 8-cavity configuration with optimized submarine gate for clean part separation - Premium S136 tool steel construction with HRC48-52 hardness rating - Designed for medical-grade cross valve and connector production - Supports PE and other engineering plastics with large runner system
Injection molding is a commonly used plastic processing method, which is widely used in various industries. It works by injecting molten plastic into a mold so that it forms the desired product shape after cooling. The process flow of injection molding includes key steps such as mold preparation, plastic melting, injection molding, cooling curing and product demoulding. This article will introduce the process flow of injection molding and its key steps to help readers better understand and apply this processing technology.
First, mold preparation
Mold preparation is the first step in injection molding. In the mold preparation stage, the following work needs to be done:
1. Mold inspection: Check the integrity, wear and damage of the mold to ensure that the mold can be used normally. Expecially the the mold cavity is Polish, in the wet area, usually the mold cavity is easy to rust, so need check the mold surface to make sure the mold is in good condition.
2. Mold installation: the mold is installed on the injection molding machine, and adjusted and fixed to ensure the stability and accuracy of the mold. Connect the water pipe, If the mold is hot runner, also need connect the hot runner tempreture controller, if the mold need cold water cooling, need connect the cold water generating maching.
3. Mold preheating: For some special requirements of the mold, it is necessary to preheat to reach the required temperature.
Second, plastic melting
Plastic melting is one of the key steps in injection molding. In the plastic melting stage, the following work needs to be done:
1. Plastic particle feeding: the plastic particles are automatically or manually put into the feed port of the injection molding machine. The operator need mix the colorment or color power with the plastic resin before feeding material into injection machine material barrel, and some plastic resin such as Nylon, ABS, PC ,etc and dry the material in the proper time before feeding mateirla into machine.
2. Heating and melting: The injection molding machine heats the plastic particles to the melting temperature through the heating system, and melts the plastic particles into a molten state through the rotation of the screw.
At this stage, need check the materila data to adjust the proper heating tempreture.
3. Plastic temperature control: Through the temperature control system of injection molding machine, precise temperature control of molten plastic is carried out to meet the requirements of the product.
Third, injection molding
Injection molding is one of the core steps of injection molding. In the injection molding stage, the following work needs to be done:
1. Mold closure: The injection molding machine closes the mold through the hydraulic system to ensure the tightness and stability of the mold. At this stage , technician need to be familiar with the mold structure, for the complex mold structure, should inspect carefully before the mold closing.
2. Plastic injection: The injection molding machine rotates through the screw to inject the molten plastic into the chamber of the mold.
3. Pressure maintenance: After the injection molding is completed, maintain the pressure of the injection molding machine to ensure that the product is fully filled with the mold chamber.
4. Cooling curing: After the injection molding is completed, the plastic in the mold is cooled and cured through the cooling system to form the required product shape. To ensure the the parts quality , keep the cooling time as short as possible, which make the plastic injection molding service competitve price.
Fourth, product stripping
Product demoulding is one of the last key steps in injection molding. In the product demoulding stage, the following work needs to be carried out:
1. Mold opening: The injection molding machine opens the mold through the hydraulic system, making the product out of the mold.
2. Product demoulding: The product is removed from the mold by the manipulator or other auxiliary equipment of the injection molding machine. The larage volumm product usually use the manipulator, so in the mold development phase, need consider the mold design for the part pick up way.
3. Check and finish: check and finish the appearance of the product to ensure the quality and integrity of the product. It is important that it need to check the first 10shots of the begining production, and normally first 10 shots can't be used once the machine stop each time. Because once the machine stop, the plastic raw material resin still in the injection machien screw and the material will be easy broken because of the long time high tempreture.
5. Other process steps
In addition to the above key steps, injection molding may also require a number of other process steps to meet specific product requirements. For example, some products may require subsequent spraying, screen printing, assembly and other processes to achieve special appearance and functional requirements.
Conclusion:
The process flow of injection molding includes key steps such as mold preparation, plastic melting, injection molding, cooling curing and product demoulding. At each step, precise operation and control are required to ensure the quality and production efficiency of the product. As a common plastic processing method, injection molding has the advantages of low cost, high production efficiency and stable product quality, and is widely used in various industries. Therefore, it is of great significance and value to understand and master the process flow of injection molding and its key steps. Through reasonable operation and control, the efficiency and quality of injection molding can be improved to meet the needs of plastic products manufacturing in different industries.
The qualify plastic injection molding technician play am important role in the plastic manufacturing process, save the time and material in the injection molding production parameter adjusting .
Product Overview
As a premier manufacturer and supplier of advanced precision tooling, we present this highly specialized medical injection mold designed for the rigorous production of cross valves and connectors. Engineered to deliver exceptional consistency and rapid cycle times, this tool is the ultimate solution for high-volume healthcare component manufacturing.
High-efficiency 1*8 cavity configuration for maximum output
Constructed from premium S136 steel hardened to HRC 48-52
Advanced submarine gate design for automated demoulding
Strict compliance with medical-grade manufacturing standards
Product Description
The manufacturing of critical healthcare components demands absolute precision, and this specialized medical injection mold is engineered to deliver flawless cross valves and connectors. The heavy, solid feel of the S136 steel base immediately conveys industrial-grade durability, designed to withstand the rigorous demands of continuous, high-pressure production cycles. When installed on the injection molding machine, the meticulously polished cavities reflect light with a mirror-like finish. This is a crucial characteristic that not only prevents rust in wet cooling environments but also ensures the final plastic parts possess a flawlessly smooth, tactile surface essential for medical applications.
The precision engineering behind this mold facilitates a seamless process flow, from the initial plastic melting stage where resins like Nylon, ABS, or PC are heated to exact temperatures, to the critical injection and pressure maintenance phases. Every detail, including the submarine gate, is crafted to ensure the molten plastic fills the 1*8 cavity chamber evenly, eliminating stress concentrations. As the cold water cooling system rapidly cures the plastic, the hydraulic mold opening mechanism operates with a smooth, quiet efficiency, allowing manipulators to extract perfectly formed, pristine medical connectors. This tool is not just a mold; it is a comprehensive solution that minimizes material waste, shortens cycle times, and guarantees that every component meets the stringent hygiene and dimensional standards required in the healthcare sector.
Product Specifications
Specification Item
Details
Product Name
Medical Injection Mold for Cross Valve & Connector
Cavity
8 Cavity (1*8)
Mold Steel
S136 Steel
Steel Hardness
HRC 48-52
Gate Type
Submarine Gate
Runner System
Hot Runner / Cold Runner
Applicable Plastic Material
Nylon, ABS, PC, etc.
Surface Finish
Polished
Cooling System
Cold water cooling
Application
Medical Device Molding
Processing Precision
±0.002mm
Key Features & Highlights
Achieving consistent excellence in component manufacturing requires a tool that integrates advanced engineering with practical production benefits. This mold is meticulously structured to optimize every phase of the injection process, ensuring operators can maintain strict temperature controls and achieve rapid cooling curing times. By focusing on the critical steps of mold preparation, plastic melting, and product demoulding, this tooling solution empowers your facility to maximize output while maintaining uncompromised quality.
Streamlined Mold Preparation: Engineered for rapid installation and precise alignment on injection molding machines, featuring intuitive connections for both hot runner temperature controllers and cold water generating machines.
Optimized Plastic Melting: Designed to accommodate various plastic resins, ensuring uniform heat distribution when materials are fed from the barrel and melted via screw rotation.
Advanced Pressure Maintenance: The robust structural integrity allows for exact pressure maintenance after injection, guaranteeing that every intricate detail of the mold chamber is fully packed.
Automated Product Stripping: Compatible with automated manipulators for seamless part removal, reducing manual handling and significantly lowering the risk of contamination.
Rigorous Quality Assurance: Built to support strict initial production checks, allowing technicians to easily isolate and discard the first 10 shots to ensure only perfectly stabilized components enter the supply chain.
Core Material & Tool Life
The foundation of any high-performing production tool lies in its metallurgical composition. We utilize premium-grade S136 steel to construct the core and cavity of this mold, providing an exceptional balance of toughness, polishability, and corrosion resistance. This material choice directly translates to a prolonged operational lifespan, significantly reducing the frequency of tool replacement and maintenance downtime.
Exceptional Hardness: Treated to achieve an HRC of 48-52, the steel resists wear and deformation even under continuous, high-pressure injection cycles.
Superior Corrosion Resistance: The inherent properties of S136 steel protect the highly polished cavities from rust, which is especially critical in the wet areas of the cooling system.
Cleanroom Compatibility: The pristine, easily cleanable surface finish meets the rigorous hygiene standards required for medical device manufacturing.
Extended Production Yield: Engineered to reliably produce up to one million shots, ensuring a highly favorable return on investment through long-term, uninterrupted service.
Gate Design & Surface Quality
The gating system is a critical determinant of the final product's aesthetic and functional quality. This mold features a highly optimized submarine gate design, which intelligently directs the flow of molten plastic into the cavities while ensuring a clean, automated separation upon demoulding. This eliminates the need for secondary trimming operations and guarantees a flawless finish on every cross valve and connector.
Automated Gate Severance: The submarine gate automatically shears off during the mold opening sequence, streamlining the extraction process and reducing labor requirements.
Blemish-Free Surfaces: By hiding the injection point beneath the parting line, the final components exhibit a smooth, continuous exterior without unsightly gate vestiges.
Reduced Stress Concentration: The calculated flow path minimizes shear stress on the plastic resin, preventing structural weaknesses in the final medical components.
Consistent Dimensional Accuracy: The precise gate sizing ensures uniform filling of the chamber, resulting in identical parts across all cavities without short shots or flash.
Cavity Layout & Production Efficiency
Maximizing output without sacrificing precision is the ultimate goal for large-scale manufacturing. The 1*8 cavity configuration of this mold is a testament to efficient spatial and thermal design. By carefully balancing the runner distances and cooling channels, we ensure that all eight chambers fill simultaneously and cool evenly, delivering a multiplied yield with every single machine cycle.
High-Volume Output: Produces eight perfectly formed connectors per cycle, drastically increasing daily production rates and meeting aggressive supply demands.
Balanced Flow Dynamics: The symmetrical runner layout guarantees that molten plastic reaches each cavity at the exact same pressure and temperature, eliminating part-to-part variations.
Optimized Cycle Times: The efficient layout works in tandem with the cooling system to keep the overall cycle time as short as possible, maximizing machine utilization.
Cost-Effective Scaling: The multi-cavity design lowers the per-unit production cost, providing a significant competitive advantage in the high-volume medical consumables market.
Medical-Grade Quality Control & Precision
In the healthcare sector, component failure is not an option. This mold is manufactured using state-of-the-art CNC and wire EDM machining centers to achieve extraordinary levels of precision. We implement a rigorous quality control protocol throughout the tooling fabrication process, ensuring that the final plastic parts will provide absolute sealing and perfect compatibility with other medical devices.
Micro-Precision Machining: Tolerances are tightly controlled to an astonishing ±0.002mm, guaranteeing the flawless fit and function of critical cross valves.
Comprehensive Dimensional Inspection: Every critical dimension of the mold is verified using advanced metrology equipment before it ever reaches the injection molding machine.
Strict Startup Protocols: The design supports standard operational procedures where the first 10 shots are systematically discarded to ensure only thermally stabilized resin forms the final product.
Flawless Sealing Surfaces: The mirror-polished cavities ensure that the mating surfaces of the molded connectors are perfectly smooth, preventing any fluid or air leakage in medical applications.
Cooling & Temperature Control
Effective thermal management is the secret to achieving both rapid cycle times and dimensionally stable parts. This mold is equipped with a highly engineered cold water cooling system and precise hot runner interfaces. By rapidly extracting heat from the molten plastic, the system ensures that the components cure uniformly, preventing the internal stresses that lead to warping or shrinkage.
Rapid Heat Dissipation: Strategically placed cooling channels surround each cavity, utilizing cold water to dramatically reduce the cooling curing phase of the injection cycle.
Precise Thermal Regulation: Compatible with advanced temperature controllers to maintain the exact heat required for the hot runner system, preventing material degradation.
Warp-Free Curing: Uniform cooling prevents differential shrinkage, ensuring that the complex geometries of the cross valves remain perfectly true to the design.
Enhanced Production Stability: The robust thermal management system allows the injection molding machine to run continuously at peak efficiency without overheating or fluctuating part quality.
Material Compatibility & Process Adaptability
Different medical applications require specific polymer properties, and this mold is engineered to handle a diverse range of engineering plastics. Whether you are processing Nylon, ABS, PC, or other specialized resins, the tool provides the process window necessary to achieve optimal melting, injection, and pressure maintenance. This adaptability empowers technicians to fine-tune parameters and achieve the best possible results for any given material.
Broad Resin Compatibility: Expertly designed to accommodate the unique flow characteristics and shrinkage rates of Nylon, ABS, Polycarbonate, and other medical-grade polymers.
Optimized Flow Channels: The runner and gate dimensions are calculated to prevent shear degradation when processing heat-sensitive or highly viscous materials.
Stable Pressure Maintenance: The rigid mold structure withstands the high holding pressures required to pack out complex parts and eliminate sink marks.
Process Flexibility: Provides injection molding technicians with a wide operating window, making it easier to adjust heating temperatures and cooling times to perfect the final product.
Why Choose Us
Partnering with a dedicated manufacturer ensures that you receive more than just a piece of hardened steel; you receive a comprehensive production solution. Our deep expertise in plastic injection molding guidelines allows us to design tools that seamlessly integrate into your existing process flow. From meticulous mold preparation to the final product stripping, we engineer our molds to enhance your operational efficiency and product quality.
Deep Industry Expertise: Decades of experience in developing high-precision tooling specifically for the demanding requirements of the healthcare and medical device sectors.
End-to-End Support: We understand the entire process flow, from plastic particle feeding and melting to cooling curing, ensuring our molds perform flawlessly at every step.
Uncompromising Quality Assurance: Every mold undergoes rigorous inspection and testing to verify integrity, wear resistance, and flawless cavity polish before shipment.
Technician-Centric Design: We design our molds with the operator in mind, simplifying mold installation, water pipe connection, and manipulator integration for part pick-up.
Commitment to Efficiency: Our solutions are engineered to keep cooling times short and material waste low, directly contributing to a highly competitive production environment.
Frequently Asked Questions (FAQ)
Q1: How does the S136 steel enhance the performance of this medical injection mold?
S136 is a premium stainless tool steel known for its exceptional polishability and corrosion resistance. By hardening it to HRC 48-52, we ensure the mold cavities maintain their mirror finish and dimensional accuracy over millions of cycles, even when exposed to the moisture of cold water cooling systems. This directly translates to less maintenance and a longer tool life.
Q2: What are the primary advantages of the submarine gate design for these connectors?
The submarine gate automatically shears the molded part from the runner system during the mold opening phase. This eliminates the need for manual trimming, reduces labor costs, and ensures a clean, blemish-free surface on the critical sealing areas of the medical cross valves, which is vital for preventing contamination and ensuring a perfect fit.
Q3: How does the 1*8 cavity layout impact the overall injection molding process flow?
The 8-cavity design exponentially increases production throughput. We carefully balance the runner system to ensure that molten plastic reaches each cavity with uniform pressure and temperature, guaranteeing that all eight parts cure simultaneously with identical dimensional properties. This maximizes machine efficiency and lowers the per-unit cost.
Q4: Can this mold accommodate different types of medical-grade plastics?
Yes, the mold is engineered with high process adaptability. It is perfectly suited for processing a variety of resins, including Nylon, ABS, and PC. The robust design allows technicians to precisely control heating, melting, and pressure maintenance parameters to suit the specific material data of the chosen resin, ensuring optimal flow and curing.
Q5: What steps are taken to ensure the mold meets the strict tolerances required for medical devices?
We utilize advanced CNC and wire EDM machining to achieve a processing precision of ±0.002mm. Furthermore, we emphasize strict startup protocols, advising technicians to inspect carefully and discard the first 10 shots after any machine stop. This ensures that only parts made from perfectly stabilized molten plastic, free from high-temperature degradation, are utilized in final medical assemblies.
Yixun is the China first generation mold maker, specialize in mold and moulding, provide one-stop plastic manufacturing service, feature in building medical and healthcare device tooling.