Double Color Injection Mold For 2K Overmolding Process
Double Color Injection Molding & 2K Overmolding Solutions for High-Quality Multi-Material Components
Double color injection molding enables efficient production of dual-material/dual-color plastic parts using advanced rotary molding technology, delivering superior product quality and wider material compatibility compared to traditional 2K overmolding.
- Specialized for electronic components, medical devices, household appliances, and industrial plastic parts - Utilizes rotary-type double-shot machines for simultaneous two-material molding - Optimized for hard/soft material combinations with precise temperature control - Features 180° rotatable mold design with symmetrical insert placement
一. What is the difference for double color/Two color and 2k injection overmolding
Double color /Two-color injection molding in a narrow sense refers to the use of a double two-color injection molding machine to inject two different plastics into components on the same machine. The most common one is a rotary type machine.
2k injection overmolding haven't high requirements for injection molding machine equipment, and the production efficiency is low. It is basically only suitable for molding of soft and hard plastic materials that do not require a high degree.
The double color/Two-color has good scope of application, good product quality, and high production efficiency, which is the current trend.
if you need inquiry, pls contact us email joyce@yixunmold.com
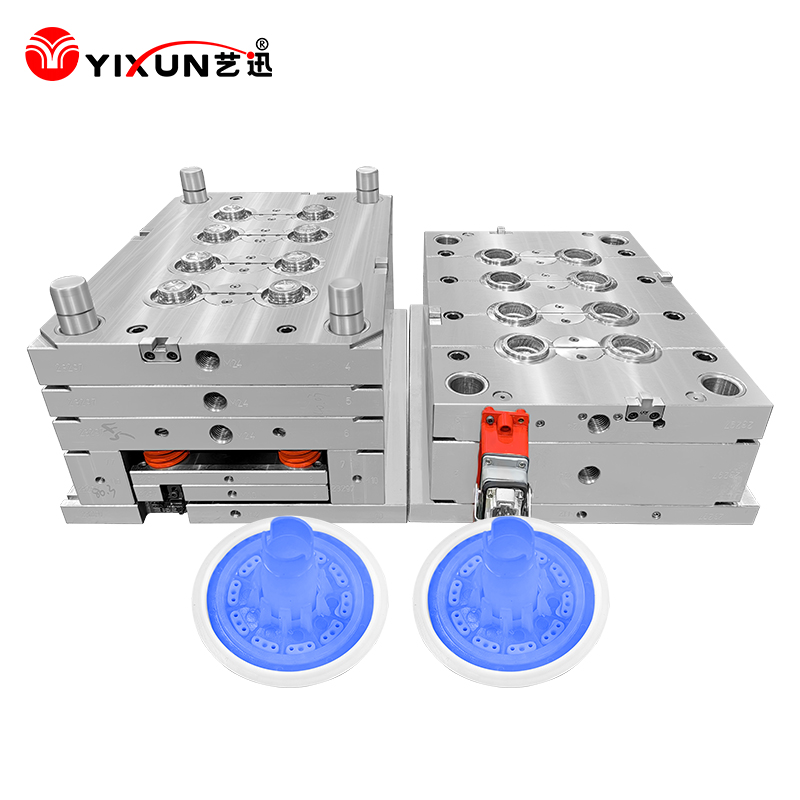
二. double color /two color injection mold and injection molding parts
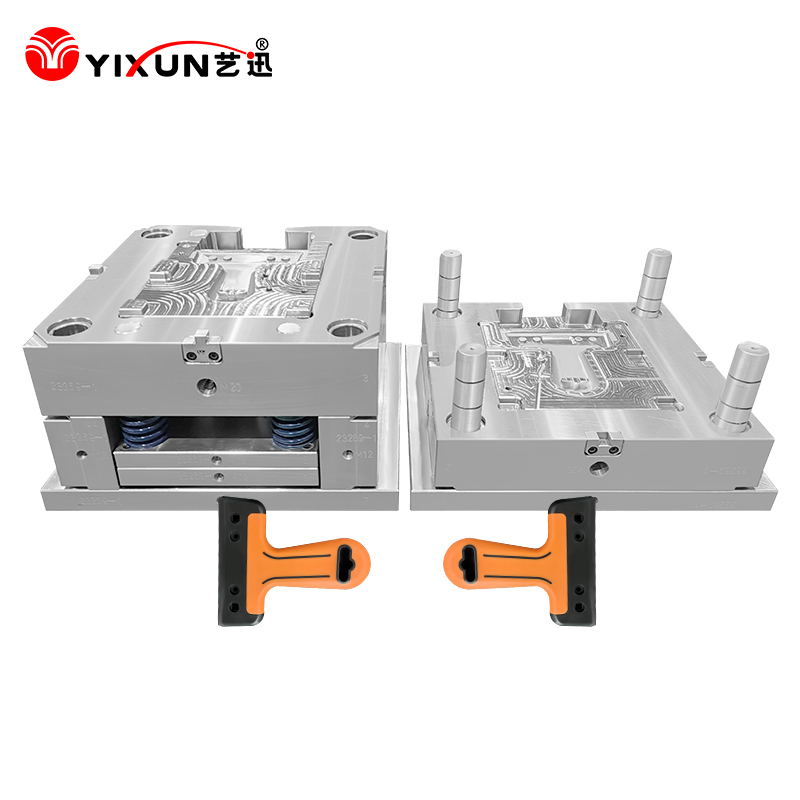
三. 2k overmold and overmolding parts
四. What is the two-color injection molding process?
Double color injection molding is the process for item molding with two diverse materials and colors, utilizing concurrent molding forms within the same infusion machine to yield a single unit.
The double color machine has presently broad utilization for electronic parts, electric apparatuses, therapeutic parts, domestic machines, toys, and nearly all zones of plastic items.
Center stack revolving double shot into hot double color molding strategy seen in later a long time, contrasting from common two-color rotatory infusion molding.
五. the material for double color injection molding
The first shot should be hardest of the two.
If straightforward and dark material are utilized, infuse the straightforward fabric first.
In common, to begin with, infuse the fabric with a higher molding temperature.
六 .For the shape and inserting design:
Ensure the form is rotatable through 1800
Any embeds ought to be symmetrical
The thrust bar plate and ejector stick ought to be kept steady with a return spring to maintain a strategic distance from harm amid the turn of the mold.
The cooling framework must be able to do adequately for primary and secondary shots.
七. The Advantages of two-shot injection molding
Double color /Two-shot injection molding is cost-effective
Double color injection molding don't need 2 injection molding machines ,just 1 machine.
The two-step process needs only one machine cycle, rotating the initial mold out of the way and putting the secondary mold around the product so that the second, compatible thermoplastic can be inserted into the second mold. Because the technique uses only one cycle instead of separate machine cycles, it costs less for any production run and requires fewer employees to make the finished product while delivering more items per run. It also ensures a strong bond between the materials without the need for further assembly down the line.
八. structure form for double color injection mold
Structure of Double color/two-color mold is closely related to double color /two-color injection molding machine. There are seven categories of double color/ two-color machines, but two categories are commonly used. Correspondingly, there are two types of two-color injection molds, namely Asian two-color molds and European double color/two-color molds. double color/Two-color injection molding machines in Taiwan and Japan have two parallel injection systems. In European double color/two-color injection molding machine, one barrel is horizontal and one barrel is vertical, and there is only one double color/ two-color mold. But principle is basically similar. Shape of upper and lower rows of front mold is different, rear mold rotates 180 degrees to form front mold once and twice.
If you want inquiry ,pls contact us joyce@yixunmold.com
Product Overview
Advanced tooling solution engineered for seamless multi-material integration.
Streamlined one-machine production cycle maximizing output efficiency.
Achieves superior molecular bonding without the need for secondary adhesives.
Features a high-precision 180-degree rotary mechanism for flawless alignment.
Manufactured by a premier supplier dedicated to complex, high-performance injection systems.
Product Description
The Double Color Injection Mold For 2K Overmolding Process represents the pinnacle of modern manufacturing efficiency, transforming how multi-material components are crafted. Imagine a production floor where the distinct tactile grip of a soft elastomer seamlessly melds with the rigid structural integrity of a polycarbonate core, all emerging from a single machine cycle. This process eliminates the tedious, error-prone secondary assembly stages, replacing them with a fluid, automated symphony of precision engineering. When the initial thermoplastic is injected, it forms a robust substrate. Instantly, the mold rotates with exact precision, allowing the secondary material to flow and bond at a molecular level. The result is a component with a flawless finish, free from the unsightly glue lines or mechanical fasteners that compromise product aesthetics and durability. Whether it is the crisp, transparent window of an electronic display or the ergonomic, rubberized handle of a medical device, this tooling solution ensures that every piece feels premium to the touch and performs flawlessly under rigorous conditions. By integrating this advanced molding strategy, production facilities can drastically reduce cycle times while elevating the final product's structural and visual appeal.
Product Specifications
Understanding the precise technical parameters of your tooling is crucial for optimizing production lines and ensuring material compatibility. Our molds are engineered with stringent specifications to accommodate complex geometries and diverse polymer combinations. Below is the detailed technical data for our double shot and overmolding systems.
Product Name
Double Color Injection Mold For 2K Overmolding Process
Molding Process
Double color / Two-color injection molding, 2k injection overmolding
Applicable Equipment
Double color injection molding machine (180° rotary type, Asian parallel double barrel, European vertical/horizontal double barrel)
Mold Rotation Angle
180° rotatable
Applicable Materials
Soft and hard plastic, transparent and non-transparent plastics
Injection Sequence
Hard first then soft, transparent first then dark, high mold temp first then low mold temp
Insert Design
Symmetrical inserts
Ejection System
Thrust bar plate and ejector pin with return spring to avoid damage during rotation
Cooling System
Independent/adequate cooling for primary and secondary shots
Mold Material
SKD61, SKD11, HSS, 1.2344, etc.
Processing Precision
±0.01mm - ±0.05mm
Surface Treatment
Mirror Polishing, Texture, etc.
Runner System
Cold Runner / Hot Runner
Design Software
AutoCAD, SolidWorks, Pro/E, UG
Key Features & Highlights
Achieving flawless integration of multiple materials requires a tooling system designed with uncompromising attention to detail. Our molds are crafted to deliver exceptional reliability, ensuring that every cycle produces components with perfect alignment and superior finish.
Seamless One-Step Integration: Fuses two distinct polymers within a single machine cycle, eliminating the need for manual transfer or secondary adhesive applications.
Advanced Rotary Dynamics: Utilizes a highly stable 180-degree rotation mechanism that precisely aligns the primary substrate for the secondary injection phase without shifting.
Intelligent Thermal Management: Features independently controlled cooling channels for the primary and secondary cavities, preventing thermal degradation and ensuring optimal crystallization of both materials.
Fail-Safe Ejection Mechanics: Incorporates a synchronized thrust bar plate and ejector pin system, complete with heavy-duty return springs, to guarantee smooth demolding and protect the tool during rotation.
Versatile Material Pairing: Expertly handles the complex thermodynamics required when combining high-temperature rigid plastics with lower-temperature flexible elastomers.
Process & Technology
Mastering the art of multi-material manufacturing requires a deep understanding of the underlying injection methodologies. The distinction between standard overmolding and true double-shot processes defines the efficiency of your production line.
True Double-Shot Efficiency: Unlike traditional methods that require transferring parts between different machines, our double color injection molding operates concurrently on a single rotary machine. This means two different plastics are injected into the same component within one uninterrupted cycle.
Automated 180-Degree Rotation: The core of this technology lies in the mold's ability to rotate precisely 180 degrees. Once the first material (the substrate) is formed, the mold spins, presenting the part to the second barrel for the overmold, drastically cutting down cycle times.
Contrasting 2K Overmolding: While standard 2K overmolding might utilize simpler equipment and manual transfers (often resulting in lower production efficiency), our advanced rotary tooling represents the current industry trend, maximizing output and minimizing human error.
Material Compatibility & Bonding
The success of a multi-material component hinges on the strength of the bond between its layers. Delamination and peeling are critical failures that our tooling design actively prevents through scientific material sequencing.
Strategic Injection Sequencing: To achieve maximum adhesion, the process strictly follows a "hardest first" protocol. The rigid structural core is injected initially, providing a stable foundation for the softer, tactile elastomer.
Thermal and Visual Hierarchy: When utilizing clear and opaque polymers, the transparent fabric is always infused first. Furthermore, materials requiring higher molding temperatures are prioritized to prevent the secondary shot from melting the primary structure.
Molecular-Level Adhesion: By carefully matching compatible thermoplastics (such as PC with TPU, or ABS with TPE) and optimizing the melt temperatures, the mold facilitates a strong chemical bond. This eliminates the need for toxic adhesives and ensures the layers will not separate under mechanical stress.
Mold Structure & Design
A robust physical architecture is the backbone of any high-volume production tool. The structural integrity of our double-shot molds is engineered to withstand the rigorous demands of continuous, high-speed operation.
Symmetrical Insert Architecture: Every insert within the mold is designed with perfect symmetry. This is a non-negotiable requirement to ensure that when the mold rotates 180 degrees, the cavities align flawlessly with the secondary injection nozzles.
Independent Cooling Frameworks: The thermodynamics of two different plastics require distinct cooling rates. Our molds feature highly complex, independent cooling channels that adequately manage the thermal load for both the primary and secondary shots simultaneously.
Protective Ejection Systems: The thrust bar plate and ejector pins are meticulously kept steady with heavy-duty return springs. This critical design choice maintains a strategic distance from the moving components, avoiding any catastrophic damage during the rapid rotation of the mold halves.
Adaptable Barrel Configurations: The mold structure is tailored to match the specific injection molding machine, whether it utilizes an Asian parallel double barrel system or a European vertical/horizontal configuration.
Precision & Tolerance Control
In the realm of complex component manufacturing, microscopic deviations can lead to macroscopic failures. We enforce the strictest dimensional controls to ensure crisp transitions and flawless functionality.
Micro-Level CNC Machining: Utilizing premium mold steels like SKD61 and 1.2344, the tool components are machined to exacting tolerances ranging from ±0.01mm to ±0.05mm. This guarantees that the moving halves mate perfectly upon every rotation.
Flawless Shut-Off Execution: The critical transition zones between the two materials feature precision shut-off designs. This prevents the secondary molten plastic from flashing over the primary part, ensuring a razor-sharp boundary line.
Eradicating Color Bleeding: By maintaining absolute dimensional stability and optimal clamping force, the mold prevents any cross-contamination or color bleeding between the transparent and dark materials, preserving the pristine visual aesthetics of the final product.
Consistent Dimensional Integrity: The high-precision cavities ensure that every single unit produced matches the exact geometric specifications, which is vital for components that must fit seamlessly into larger mechanical assemblies.
Cost-Effectiveness & Efficiency
Investing in advanced tooling is a strategic decision driven by long-term financial returns. While the initial engineering of a rotary mold is comprehensive, the operational savings it unlocks are transformative for high-volume runs.
Consolidated Machine Cycles: The two-step process requires only a single machine cycle. By rotating the initial mold out of the way and introducing the secondary mold around the product, you double your output efficiency without needing a second injection machine.
Drastic Labor Reduction: Because the entire overmolding process is automated within one enclosed system, it requires significantly fewer employees to manage the production floor. The need for manual transfer and secondary assembly lines is completely eradicated.
Lowering Defect Rates: Manual assembly and gluing often introduce human error and inconsistent bonding. Automated molecular bonding ensures a near-perfect yield rate, drastically reducing the costs associated with scrapped parts and rework.
Accelerated Time-to-Market: Delivering more items per run with a streamlined, one-step process means you can fulfill massive volume requirements faster, keeping your supply chain agile and responsive to market demands.
Applications & Adaptability
The versatility of combining distinct polymers opens up a vast landscape of functional and aesthetic possibilities. Our tooling solutions are engineered to serve the most demanding sectors, where performance and tactile experience are paramount.
Automotive Interiors & Sealing: Perfect for manufacturing backlit dashboard buttons that require a transparent core and an opaque outer layer, or rigid structural clips integrated with soft, vibration-dampening weather seals.
Ergonomic Medical Devices: Highly sought after for surgical instruments and therapeutic parts where a rigid, sterilizable core must be paired with a soft, non-slip thermoplastic elastomer for superior grip and surgeon comfort.
Consumer Electronics & Appliances: Broadly utilized in creating waterproof enclosures, shock-absorbing phone cases, and domestic machine components that demand both a sleek, hard exterior and integrated soft-touch buttons.
Durable Consumer Goods: From heavy-duty power tool handles that absorb impact to colorful, multi-textured toys, the process accommodates nearly all zones of plastic items requiring dual functionality.
Quality Control & Validation
Reliability is not left to chance; it is engineered and rigorously verified. Our comprehensive quality assurance protocols guarantee that the tooling will perform flawlessly from the very first production run.
Advanced Moldflow Analysis: Before a single piece of steel is cut, we utilize sophisticated simulation software to predict melt flow, cooling rates, and potential warpage, ensuring the runner systems and gate locations are perfectly optimized.
Rigorous T1/T2 Trials: Every mold undergoes strict physical testing phases. During these trials, we fine-tune the injection pressures, temperatures, and rotation speeds to dial in the perfect process parameters for your specific polymers.
Destructive Peel Testing: To guarantee the integrity of the multi-material bond, sample components are subjected to intense mechanical stress and peel testing, verifying that the chemical adhesion exceeds industry standards.
Comprehensive Dimensional Inspection: Utilizing advanced Coordinate Measuring Machines (CMM), every critical dimension of the molded samples is verified against the original CAD models, ensuring absolute compliance before the tool is cleared for shipment.
Why Choose Us
Sourcing complex tooling requires a partner with proven technical acumen and an unwavering commitment to precision. As a dedicated manufacturer of advanced injection systems, we provide more than just machined steel; we deliver comprehensive production solutions.
Decades of Specialized Expertise: Our engineering team possesses deep-rooted knowledge in the thermodynamics and fluid dynamics of multi-material molding, ensuring your project avoids common pitfalls like thermal degradation or poor bonding.
End-to-End Manufacturing Capabilities: From the initial 3D concept in SolidWorks or UG to the final mirror polishing and texture application, every phase of production is handled in-house to maintain absolute quality control.
Premium Material Selection: We never compromise on the foundation of our tools. By exclusively utilizing high-grade steels like SKD61 and HSS, we guarantee extended tool life and consistent performance over millions of cycles.
Dedicated Technical Support: Our relationship does not end at delivery. We provide extensive parameter guidelines and ongoing technical consultation to ensure your production lines run at peak efficiency from day one.
FAQ
Navigating the complexities of multi-material molding often brings up technical queries. Below, we address some of the most critical questions regarding our rotary injection systems.
What is the fundamental difference between standard 2K overmolding and double color injection molding?
Standard 2K overmolding often involves lower production efficiency and may require transferring the part between different machines or stations manually. Double color injection molding, utilizing a highly specialized rotary machine, injects two different plastics into the same component within a single, continuous machine cycle, drastically improving output speed and dimensional precision.
How does the mold design prevent damage during the 180-degree rotation?
The mold is engineered with symmetrical inserts and a highly stable rotary mechanism. Crucially, the thrust bar plate and ejector pins are equipped with heavy-duty return springs. This ensures all moving ejection components are fully retracted and kept steady, maintaining a strategic distance from the mold halves to prevent any collision during the rapid 180-degree turn.
What is the correct injection sequence for combining transparent and opaque plastics?
To achieve optimal visual clarity and prevent thermal contamination, the transparent material must always be injected first. Following this, the darker or opaque material is injected as the secondary shot. Additionally, as a general rule of thermodynamics in this process, the material requiring the higher molding temperature should always be the first shot.
Can this tooling accommodate both cold and hot runner systems?
Yes, our mold architectures are highly adaptable to your specific production needs. Depending on the polymers used, the required cycle times, and the geometric complexity of the component, we can engineer the tool with either advanced hot runner systems for minimal material waste or precision cold runner systems.
How do you ensure the two different plastics bond without using adhesives?
We achieve a strong, molecular-level bond by carefully selecting chemically compatible thermoplastics (such as a rigid PC core with a soft TPU overmold) and strictly controlling the melt temperatures. The first shot creates a hot substrate that the secondary molten plastic fuses with instantly, eliminating the need for any secondary glue application and preventing future delamination.
Yixun is the China first generation mold maker, specialize in mold and moulding, provide one-stop plastic manufacturing service, feature in building medical and healthcare device tooling.